BE-CUリソース
BE-CU リソースは、機械加工、切断、ツーリング、成形、製造材料、ロボット工学、品質、および店舗運営のテクノロジーに関するアイデアと洞察の中心です。


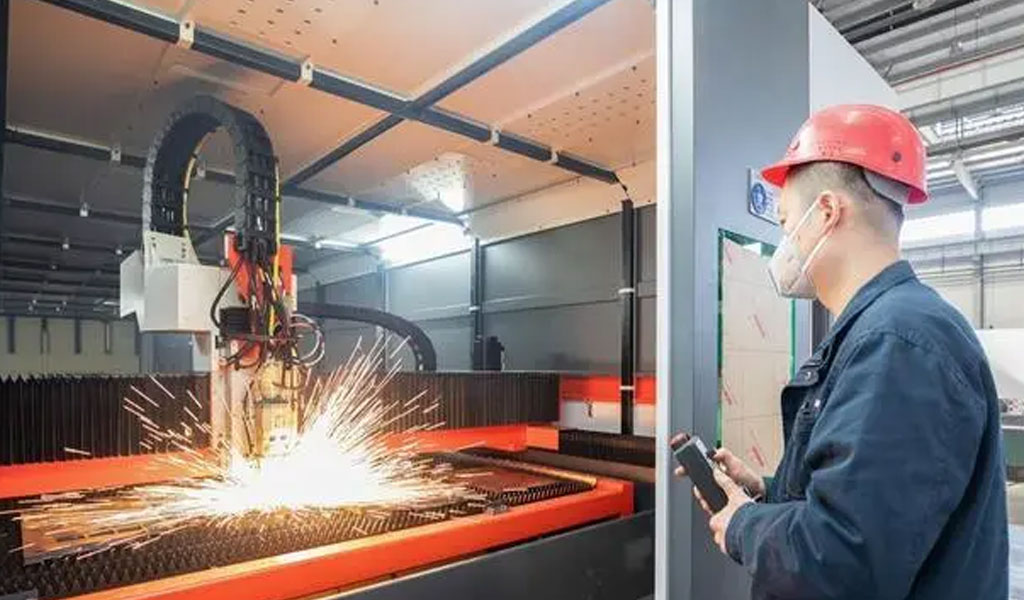
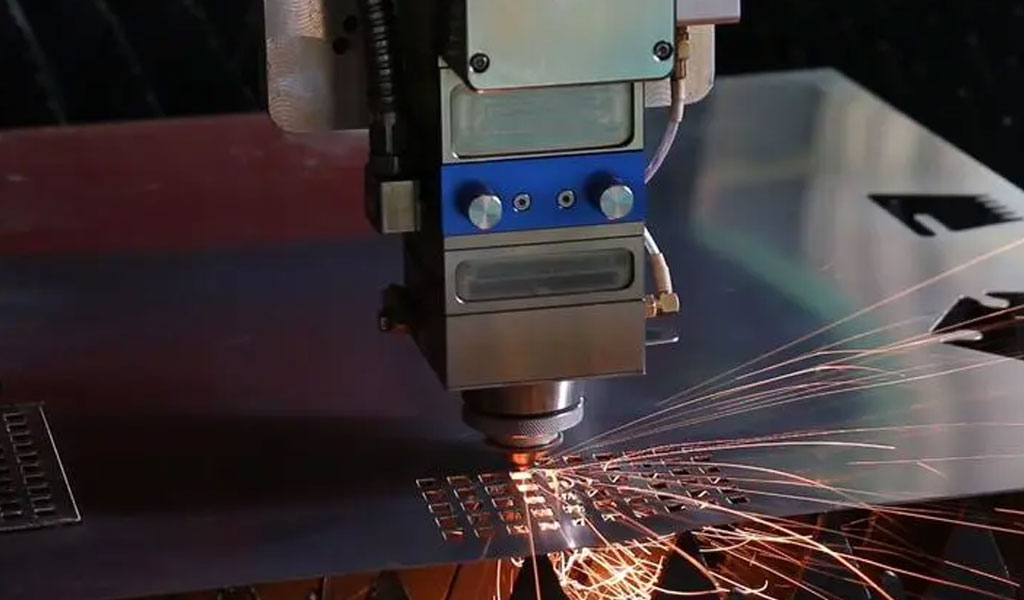
レーザー溶接は、高エネルギー密度のレーザー光線を熱源として使用する効率的で精密な溶接方法です。 高効率、正確さ、シンプルさ、使いやすさという利点があります。 現在、レーザー溶接は、電子部品、自動車製造、航空宇宙、その他の工業製造分野など、さまざまな産業で広く使用されています。
ただし、レーザー溶接は万能ではありません。 レーザー溶接機を使用していると、動作やパラメータの設定により加工誤差が発生する場合があります。 もちろん、レーザー溶接機の動作を改善し、故障の数を減らし、作業効率を向上させるには、同じ問題を回避するためにレーザー溶接機の動作原理を理解する必要があります。 以下に、この記事ではレーザー溶接機のよくある故障とその対処法を紹介します。
レーザー溶接機を起動する前の一般的な障害と解決策
1. 装置(電源)が起動できない
解決策: 電源コードのスイッチが電力を供給しているかどうかを確認します。
2. プリイグニッションの失敗(ランプが点灯しない)
解決策: 燃焼前のボードに 220V の電圧があるかどうか、照明ボードが良好か不良かを確認します。 3Aヒューズが良いか悪いか、キセノンランプが良いか悪いか
3. ライトは点灯しますが、自動状態では発光せず、手動状態では発光します。
解決策: プラグインが緩んでいないか確認してください。 内部制御モードと外部制御モードが適切に調整されているかどうか
4. (電圧調整)ノブを回しますが、電圧計には指示がありません。
解決策: インテリジェント サイリスタ整流器モジュールが損傷しているか、電圧調整ボードに欠陥があるか、フィードバック ボタンが閉じているか、接続ワイヤが緩んでいないか。
レーザー溶接機の溶接時のよくある故障とその解決策
溶接中の溶接線は非常に暗いです
解決:
窒素がオンになっていません。問題を解決するには窒素をオンにするだけです。
保護ガスの流れの方向が間違っています。 保護ガスの流れの方向は、ワークピースの移動方向と反対でなければなりません。
レーザー溶接機の溶け込みが不十分
解決:
1) レーザーエネルギーが不足すると、パルス幅と電流が改善される可能性があります。
2) レンズの焦点が合っていません。 フォーカス位置に近づくようにフォーカス量を調整します。
レーザー溶接機の溶接中にレーザー光が弱くなる
解決:
1) 冷却水が汚れていたり、長期間交換していなかった場合は、冷却水を交換し、UV ガラス管やキセノンランプを洗浄することで解決できます。
2) レーザーの集束レンズまたは共振空洞ダイヤフラムが損傷または汚染されている場合は、適時に交換または洗浄する必要があります。
3) 主光路のレーザーを移動し、主光路の全反射絞りと半反射絞りを調整し、イメージペーパーを使用して光点を確認し丸くします。
4) 集光ヘッド下の銅ガスノズルの中心からレーザーが出力されません。 ガスノズルの中心からレーザーが出力されるように45度反射絞りを調整します。
5) シャッターが完全に開きません。 ルーバー コネクタを確認して潤滑剤を追加し、コネクタが機械的に滑らかになるようにします。
使用中、突然レーザー光が照射されなくなりました。
解決策: 予燃焼プレートのヒューズが損傷していないか、停電していないか、レーザーキャビティから漏れがないかなどを確認してください。
作業中にブザーが鳴り、すぐに電源が落ちた。 冷却水温度が上限設定温度を超えたためアラームが発生しました。
解決策: 外部循環水バルブが開いているか、水路に障害物がないかを確認してください。
溶接スパッタ:レーザー溶接が完了した後、材料やワークの表面に多数の金属粒子が現れ、材料やワークの表面に付着します。
飛沫の原因: 加工された材料やワークの表面が汚れているか、油や汚染物質が含まれているか、亜鉛メッキ層の揮発によって発生する可能性があります。
解決:
1) レーザー溶接の前に、材料またはワークピースの洗浄に注意してください。
2) スプラッシュは電力密度に直接関係します。 溶接エネルギーを適切に低減することでスパッタを低減できます。
7. 亀裂:結晶亀裂、液状化亀裂などの熱亀裂。
亀裂の原因: 主に、溶接部が完全に固化する前の過剰な収縮によって発生します。
解決策: ワイヤーの充填、予熱、その他の手段により、亀裂を軽減または除去できます。
気孔率:溶接部の表面に気孔が存在します。
気孔の原因:
1) レーザー溶接の溶融池は深くて狭く、冷却速度が非常に速い。 溶融池で発生したガスは逃げる時間がないため、気孔が発生しやすくなります。
2) 溶接部の表面が清掃されていない、または亜鉛メッキ板の亜鉛蒸気が蒸発しています。
解決策: 加熱時の亜鉛の揮発を高めるため、溶接前にワークピースの表面と溶接部の表面を清掃します。 また、吹き出す方向も毛穴の形成に影響を与えます。
アンダーカット: 溶接が母材とうまく結合していない、溝が現れている、深さが 0.5 mm を超えている、全長が溶接の長さの 10% を超えている、または合格基準で要求される長さを超えている。
アンダーカットの理由:
1) 溶接速度が速すぎると、溶接部の液体金属が穴の奥に再分配されず、溶接部の両側にアンダーカットが形成されます。
2)継手組立隙間が大きすぎると、継手充填部の溶融金属が減少し、アンダーカットが発生しやすくなります。
3) レーザー溶接終了時、エネルギー減衰時間が速すぎると穴が潰れやすくなり、局所的なアンダーカットも発生します。
解決:
1) アンダーカットを避けるために、レーザー溶接機の加工パワーと速度のマッチングを制御します。
2) 検査中に見つかった溶接アンダーカットは、合格基準を満たすように研磨、洗浄、修理できます。
溶接のビルドアップ: 溶接部は明らかに過剰に充填されており、充填溶接中に溶接部の高さが高すぎます。
溶着蓄積の原因:溶接時のワイヤ送給速度が速すぎる、または溶接速度が遅すぎる。
解決策: 溶接速度を上げるか、ワイヤ送給速度を下げるか、レーザー出力を下げます。
10. 溶接偏差:溶接金属が継手構造の中心で凝固しません。
ずれの原因:溶接時の位置決めが不正確、または盛溶接時間と溶接ワイヤの位置が不正確です。
解決策: 溶接位置を調整するか、溶接時間と溶接ワイヤの位置、ランプ、溶接ワイヤ、溶接シームの位置を修正します。
11. 溶接陥没:溶接金属の表面に陥没する現象を指します。
へこみの原因:ろう付け時のはんだ接合部の中心不良。 光点の中心が下板に近く溶接中心からずれるため、母材の一部が溶けてしまいます。
解決策: フィラメントのマッチングを調整します。
12. 溶接シームの形成不良: 溶接シームの波形が不十分、溶接シームが不均一、溶接シームと母材間の遷移が不均一、溶接シームが不良、溶接シームが不均一。
このような状況になる理由は、溶接時にワイヤの送給が不安定であったり、光が途切れたりしているためです。
解決策: デバイスの安定性を調整します。
13. 溶接ビード:溶接シームの軌道が大きく変化すると、コーナー部に溶接ビードや凹凸が発生しやすくなります。
原因:溶接軌跡が大きく変化し、ティーチングが不均一になる。
解決策: 最適なパラメータの下で溶接し、視野角を調整して角が均一になるようにします。
14. 表面スラグ介在物 溶接工程において、外部から見える表面スラグ介在物は主に層間に発生します。
表面スラグ混入の原因分析:
1) 多層およびマルチパス溶接中、中間層コーティングはきれいではありません。 または、前の溶接の表面が凹凸があるか、溶接の表面が要件を満たしていません。
2) 溶接入力エネルギーが低い、溶接速度が速すぎるなど、不適切な溶接作業技術。
解決:
1) 適切な溶接電流と溶接速度を選択してください。 多層および多パス溶接の場合、中間層コーティングを洗浄する必要があります。
2) 表面にスラグが付着した溶接部を研削して除去し、必要に応じて溶接部を補修します。

産業の発展に伴い炭素排出量は劇的に増加し、生活環境の質は低下しています。 炭素排出量を削減するために、世界中の国々が合意に達し、気候変動に関する国連枠組条約に署名しました。 中国は「2030年に炭素ピークに達し、2060年にカーボンニュートラル」という目標を掲げている。 そのため、一連の国家政策の指導の下、リチウム電池産業は新エネルギーの重要な一部として様々な分野で利用され、急速に発展しています。 リチウム電池の重要な構造部品として電池カバーの需要は非常に大きく、電池カバー製造に関連する自動化機器の需要も今後も増加すると考えられます。 電池カバーの組み立てにおける重要なプロセスの 1 つとして、リベット留め技術が広く使用されています。
1.リベット留め技術と応用
リベット留め技術では、圧力を使用してリベットを 2 つ以上のワークピースに押し込み、接続を実現します。 リベットがワークピースに押し込まれると、リベットが塑性変形して頭部が膨張し、それによってワークピースがしっかりと接続されます。 この方法には、高強度、耐食性、耐疲労性などの利点があり、接続の堅固さと安定性を確保できると同時に、構造の重量を軽減し、効率と性能を向上させることができます。 そのため、リチウム電池、航空、自動車、船舶、建設などの分野で広く使用されています。
リチウム電池構造部品の分野では、電池セルカバーの製造にリベット止め技術が使用されています。 リチウム電池の蓋構造は、プレッシャープレート、絶縁プレート、弱ガイドプレート、ベースプレート、ストッパー、シールリング、正極リベット、負極リベットなどで構成されています。リベットはマッチング部に挿入されます。 これらの部品の穴をあけ、圧力をかけてリベットピンを押し込みます。 前部セクションの尖った円錐は、リベットのリベット接合面がプレッシャープレートと面一になるまでリベットの頭に押し込まれ、リベットの円筒形の橋脚が厚くなり、その頭が拡張され、それによってさまざまな部品がしっかりと接続されます。 力の大きさとリベッティングの高さを制御することにより、シールリングの圧縮量を制御して、各部品間の隙間を確実にシールし、カバープレートの各部品のシールの緩みによる電解液の漏れを防ぎます。 カバーの全体的なリベット締め品質は、カバーの推力とプレッシャー プレートとベース プレートの間のねじれによって監視されます。
2. リチウム電池構造部品分野におけるリベット留め技術の利点
リチウム電池構造部品の分野において、リベット留め技術の利点は次のとおりです。
- 1) 接続ポイントはしっかりしていて信頼性が高く、接続領域に熱応力がなく、ワークピースの表面の保護層が損傷することはありません。
- 2) 原材料を消費せず、副資材も必要ありません。
- 3) 金属の材質と厚さの制限を突破する
- 4) 前処理や後処理は必要なく、メザニン接続とマルチレイヤー接続が許可されます。
- 5) 良好な作業環境、粉塵、有害な煙の排出、騒音がないこと
- 6) シンプルな操作、低消費電力、低メンテナンスコスト
3. 精密な画期的な構造設計
備中レーザーが開発したラインリベッティング技術は、主にダブルカム高速リベッティング技術ルートとサーボプレス高精度制御ルートの2つの技術ルートがあります。
ダブルカム高速リベッティング技術は、高出力モーターを通じて圧力を加え、カムレバーを組み合わせて製品をリベッティングします。 コンパクトな構造、速いリベット締結速度、高い安定性が特徴です。 リベット締め作業は1秒以内に完了します。 プレス技術は主に長さ200mm以下、幅60mm以下のさまざまなタイプの電池カバーに使用されます。 リベッティング効果は安定かつ効率的で、精度は5μmに達します。
サーボ プレス リベット留め技術は、大トン数のサーボ プレスを通じて圧力を加え、精密な金型をリベット製品に組み合わせます。 高精度・高精度な制御が可能で、圧力値や変位値をリアルタイムにモニタリングでき、モニタリングデータのアップロード機能も備えているのが特徴です。 MES機能により数値化・見える化が可能になります。 このリベッティング技術は安定したリベッティング効果があり、精度は2μmに達します。 同時に、このリベッティング技術は、仕様の異なるさまざまな種類のカバープレートに適合することができ、同じ仕様の製品に複数の穴を備えたリベッティングが可能です。
この技術には 2 つの大きな利点があります。 1. オンライン リベッティングを実現し、自動化実現の基礎を築くことができます。 2. リベット打ち後の平面度が良好で、カバープレートとアルミブロックの平面度を0.05mmに制御できます。
Bichu レーザーオンラインリベット技術は市場の需要を完全に満たします。 現在、量産自動円形バイポーラコラムリベッティングラインと角形リベッティング構造の組立て検査生産ラインは、サイズ、平坦度、シールリングの圧縮などの点で顧客のニーズを満たしています。すべての指標は認定されており、実際の出力は ライン全体が1800個/h以上に達し、生産効率が50%以上大幅に向上し、全体の生産歩留まりが98%以上に向上し、量産化されました。 この製品は標準化されており、スタンドアロンの機械で生産することも、自動生産用のラインで生産することもできます。 さらに、業界の特性に基づいて、優れた互換性とクイックチェンジ機能が開発されています。
4.結論
オンライン リベット留め技術は、リチウム電池構造部品の自動化装置における重要なプロセスです。 備中レーザーは時代の流れを鋭く捉え、リチウム電池産業を総合的に展開します。 2 年近くにわたる徹底的な研究と磨きを経て、オンライン リベット留め技術は業界をリードするレベルに達しました。 。 次に、備中レーザーは、装置の性能、安全性、適用性に関する顧客のニーズを引き続き検討し、設計の詳細と技術を実際の製造に統合します。 技術アップグレードとイノベーションにより製品の性能と品質の向上を推進し、リチウム電池構造部品設備の自動化、統合、インテリジェントな研究開発を強化し、反復的なイノベーションの達成に努めます。

レーザーダイナミックロータリーマーキングは、円弧状のワークにレーザー彫刻を行うものです。 同期トラッキングを使用して回転および処理します。 ソフトウェア制御の下、回転モーターの円運動と連動して円弧状ワークのマーキングを完了します。 従来のレーザーマーキング機は回転機能がなく、一部の製品の選択加工要件に対応できませんでした。 さまざまなワークやさまざまな角度のマーキングニーズを満たすために、マーキング加工用の回転チャックを装備することが市場の要件となっています。
ロータリー チャックは、チャック本体上に配置された可動ジョーの半径方向の動きを利用して、油圧、空圧、または電気手段によってワークをクランプし、位置決めする工作機械の機能部品です。 CNC工作機械の普及と生産効率向上の要求の高まりにより、ロータリーチャックの使用はますます普及しています。
図1は、レーザー加工時の回転チャックの模式図です。 チャックは通常三爪チャックです。 3 爪チャックの最大の利点は、ワークとチャックの同心位置を自動的に調整でき、クランプ範囲が広く、クランプ速度が速いことです。 従来の部品を三爪チャックで効率よく安定してクランプします。 レーザー業界では一般に、モーター制御システムと電気モーターによって駆動される電気チャックが使用されています。 チャックのクランプと緩めは、電気制御ボックスのスイッチを介してモーターの正逆回転を制御することによって実現されます。 電気制御ボックスの電圧調整ノブを調整することで、駆動電圧を調整し、モーターの出力トルクを変更することができ、それによってチャックを実現します。 クランプ力の調整は高速、高精度、長寿命という特徴があります。
レーザー回転加工の初期段階での加工方法は、回転角度を固定し、回転させて打ち、加工中に文字を分割し、加工前に一定の角度で回転させ、均等に分割できる単行文字の場合は、スプライシングを行います。 問題を回避することができます。 ただし、画像ファイルの長さが異なり、配置が複雑になると、テキストを強制的に一定の角度で分割するため、接続の問題が発生するのは避けられません。 回転時の継ぎ合わせ精度が低いため、加工時に完全に接合できず継ぎ跡が目立ってしまい、一般に平面加工に比べて加工効率が大幅に低下します。 モータ軸が回転する際に発生する加減速時間が全体の効率に大きく影響していることが分かります。
図2の加工方法に示すように、3つのグリッパを使用して、レーザ加工中心と回転軸が同心となるようにサンプルの位置を固定します。 画像ファイルを編集した後、ソフトウェアの動的回転マーキングモードを使用して直接処理すると、モーター制御システムが駆動します。回転軸は同期して回転し、検流計の処理速度とモーターの回転速度と連動します。 レーザーは常に製品の上部焦点面で処理されるため、処理効果の一貫性が効果的に保証されます。 さらに、レーザーダイナミック回転マーキング効果はフラットマーキングと同等であり、画像ファイルの接続はブレークポイント、繰り返しセグメント化、マーキング、スプライシングなどの問題もなくスムーズです。
図 3 に示すように、QR コードの回転マーキングもあります。 図のサイズは8mm×8mmです。 このような湾曲した QR コードのマーキングでは、効率と処理エッジを確保しながら、QR コードの処理品質を確保できます。 色のコントラストがきれいで明確なので、QR コードガンまたは携帯電話でスキャンすることで、障害物がなくても簡単に識別できます。
静的回転マーキングと動的回転マーキングのスプライスマークの効果を比較すると、図4の効果比較表から、静的回転マーキングには明らかなスプライスマークがあり、スプライス位置での繰り返しマーキングにより、材料がさらに酸化して変色することがわかります。 黄色。 、全体の色も不均一で、動的回転処理により回転中に同時に発光するため、継ぎ目や黄ばみの問題が効果的に回避され、色が均一でエッジがきれいになります。
静的回転マーキングと動的回転マーキングの効率を比較すると、動的回転マーキングでは、処理中に回転軸が停止したときに静的回転マーキングによって引き起こされる加速および減速プロセスが排除され、継続的に回転マーキングが行われることが明確にわかります。 急いでください。 静的回転マーキングと比較すると、全体的な処理効率が大幅に向上し、特に図 5 のより複雑なワークピースと比較すると、効率の向上がより明らかです。
現在、軽量・小径の円筒状ワークの円弧面や円盤状ワークの平面への連続パターンのレーザーマーキングには、レーザーダイナミック回転マーキングが広く使われています。 ワークテーブルは 360°回転可能で、途切れることのない周面マーキングを実現します。 マーキングは、光ファイバー、紫外線、緑色光などのさまざまな光源に適しており、個別に切り替え可能です。 ロータリーマーキングの要件は、現在のレーザー加工技術を使用すればすでに非常に簡単に達成でき、マーキングプロセスの品質はますます向上しています。 レーザー動的回転マーキングは、機械、文房具、医療、電子産業、自動車製造などで広く使用されています (図 6 を参照)。 Huagong Laser は、よりユーザーのニーズに近いレーザー装置の開発にも取り組んでいます。
近年、板金業界の発展におけるレーザー切断機の役割はますます重要になってきています。 切断プロセス中には 6 つの実用的な機能があります。 これらの実用的な機能により、レーザー切断機の加工効率と切断性能が大幅に向上します。
1. リープフロッグ
Leapfrogは空打ち方式のレーザー切断機です。 穴 1 を切断した後、穴 2 を切断する必要があります。カッティング ヘッドは点 A から点 B に移動する必要があります。もちろん、移動中はレーザーをオフにします。 A 点から B 点への移動プロセス中、機械は「空」で動作します。これをアイドル距離と呼びます。
初期のレーザー切断機のアイドルストロークは下図の通りです。 カッティングヘッドは、上昇 (十分な安全な高さまで)、平行移動 (点 B より上に到達)、下降という 3 つの動作を順番に完了する必要があります。
アイドル時間を圧縮すると、マシンの効率が向上します。 連続して完了する 3 つの動作を「同時に」完了すると、カッティングヘッドが A 点から B 点に移動し始めると同時に上昇し、カッティングヘッドが点 A から点 B に移動し始めると同時に上昇します。 点Bに近づくと、同時に落下します。
カッティングヘッドの自由運動の軌跡は、飛び跳ねるカエルが描く弧のようなものです。
レーザー切断機の開発過程において、Leapfrog は傑出した技術進歩と言えます。 リープフロッグ動作では、点 A から点 B への移動にかかる時間のみがかかり、上昇と下降の時間が節約されます。 カエルはジャンプすると餌を捕まえます。 レーザー切断機がジャンプすると、高効率が「捕捉」されます。 今のレーザー切断機にリープフロッグ機能がなかったら普及しないと思います。
2.オートフォーカス
異なる材料を切断する場合、レーザービームの焦点をワークピース断面の異なる位置に合わせる必要があります。 そのため、ピント(焦点)の位置を調整する必要があります。 初期のレーザー切断機は一般に手動焦点合わせを使用していました。 現在、多くのメーカーの機械が自動焦点合わせを実現しています。
カッティングヘッドの高さを変えればいいだけだという人もいるかもしれません。 カッティングヘッドを上げると焦点位置が高くなります。 カッティングヘッドを下げると焦点位置が低くなります。 それはそれほど単純ではありません。
実際、切削加工時のノズルとワークとの距離(ノズル高さ)は0.5~1.5mm程度です。 これは固定値とみなすことができ、つまりノズルの高さは変化しないため、カッティングヘッドを持ち上げて焦点を調整することはできません(そうしないと切断プロセスを完了できません)。
フォーカシングレンズの焦点距離は変更できないため、焦点距離を変更してピントを調整することは期待できません。 フォーカシングミラーの位置を変えるとピントの位置を変えることができ、フォーカシングミラーが下がればピントは下がり、フォーカシングミラーが上がればピントは上がります。 ——まさにピント調整ですね。 モーターによりフォーカスミラーを上下に駆動することで、自動でピントを合わせることができます。
自動焦点合わせのもう 1 つの方法は、ビームが焦点合わせミラーに入る前に可変曲率反射鏡 (または調整可能なミラー) を取り付けることです。 反射鏡の曲率を変えることで反射ビームの発散角が変わり、焦点位置が変わります。
オートフォーカス機能により、レーザー切断機の加工効率が大幅に向上します。厚板の穴あけ時間が大幅に短縮されます。 材質や厚さが異なるワークを加工する場合でも、自動的かつ迅速に最適な位置にフォーカスを調整します。
3. 自動エッジ検出
下図のようにシートを作業台に置く際、シートが斜めになっているとカット時に無駄が発生する場合があります。 シートの傾き角度や原点を感知できれば、シートの角度や位置に合わせてカット加工を調整し、無駄を省くことができます。 自動エッジ検出機能が登場しました。
自動エッジ検出機能を開始すると、カッティングヘッドは点 P から開始し、シートの垂直 2 辺の 3 点 P1、P2、P3 を自動的に測定し、シートの傾き角度 A と角度を自動的に計算します。 これをもとにシートを作成します。 起源。
自動エッジ検出機能のおかげで、事前にワークを調整する時間が節約されます。数百キログラムの重さのワークをカッティングテーブル上で調整(移動)するのは簡単な作業ではなく、機械の効率が向上します。
高度な技術と強力な機能を備えた高出力レーザー切断機は、光、機械、電気が統合された複雑なシステムです。 微妙なところに秘密が隠れていることがよくあります。 その秘密を一緒に探ってみましょう。
4. 集中穿孔
集中パンチングはプレパンチングとも呼ばれ、加工技術であり、機械自体の機能ではありません。 厚いプレートをレーザー切断する場合、各輪郭切断プロセスは 2 つの段階を経ます: 1. 穿孔、2. 切断。
従来の加工技術(A点ピアス→切断プロファイル1→B点ピアス→切断プロファイル2→…)、いわゆる集中ピアスとは、基板全体のピアス加工をあらかじめ集中的に実行し、その後、 再び切断処理が行われます。
集中ピアシング工程で集中ピアシングを行う場合(全輪郭のピアシング完了→原点復帰→全輪郭カット)は、従来の加工技術に比べて機械の走行軌跡の全長が長くなります。 では、なぜ集中ミシン目を使用するのでしょうか?
集中ピアスが過熱を防ぎます。 厚板の穿孔加工では、穿孔点付近に熱が蓄積します。 すぐに切断するとオーバーバーンが発生します。 集中ミシン目プロセスは、すべてのミシン目を完了し、カットする前に開始点に戻るために使用されます。 熱を放散するのに十分な時間がかかるため、オーバーバーンが回避されます。
集中ミシン目により加工効率が向上します。 現在、自動焦点調整機能を備えていないレーザー加工機も数多く存在します。 厚板の加工、穿孔、切断の 2 段階のプロセスパラメータ (レーザーモード、出力、ノズル高さ、補助ガス圧力など) は異なります。 ノズルの高さは、切断プロセス中よりも穿孔プロセス中の方が高くなります。 従来の加工技術(輪郭1穿孔→輪郭1切断→輪郭2穿孔→輪郭2切断→…)を採用した場合、切断品質と効率を確保するために、レーザー光線の焦点は手動でのみ調整できます。 切断ニーズに合わせて最適に仕上げます。 位置 (これを想像してください。最初に、ピアッシング、ピアッシングに必要な位置に手動でフォーカスを調整します。次に、切断、切断に必要な位置にフォーカスを調整します。次に、ピアシング、ピアシングの位置にフォーカスを調整します。…; 処理は完了しました – 悪夢です)。 そのため、ピアッシング時の焦点が最適な位置になく、ピアッシング時間が長くなってしまいます。 しかし、集中穿孔方式を採用することで、まず穿孔に適した位置にピントを合わせることができます。 ミシン目加工が完了したら機械を一時停止させ、カットに必要な最適な位置にフォーカス位置を調整します。 このようにして、穿孔時間を半分以下に短縮することができます。 、効率が大幅に向上します。 もちろん、必要に応じて、集中穿孔と切断の間で他のプロセスパラメータを調整または変更できます(たとえば、ガスを完全に除去するのに十分な時間をおいて、空気と連続波を穿孔に使用し、酸素を切断に使用できます) スイッチ)。 一般に、駆動集光ミラーの自動ズームを F 軸と呼びます。 このように集中的にパンチやカットをする場合にマニュアルズームを使用する場合、それは「H」(ハンド)軸の「ズーム」と言えますか?
集中的なピアスに関連するリスクもあります。 切断中に衝突が発生し、プレートの位置が変化すると、切断されなかった部分が廃棄される可能性があります。 集中穿孔プロセスには、自動プログラミング システムの助けが必要です。
5. ブリッジポジション (マイクロコネクション)
レーザー切断中、シートはギザギザのサポートバーによって保持されます。 切断部分が十分小さくなく、サポートバーの隙間から落ちない場合。 十分な大きさがなく、サポートバーで保持できない場合は、バランスを崩して傾いてしまう可能性があります。 高速移動するカッティングヘッドが衝突する可能性があり、機械が停止したり、カッティングヘッドが破損する恐れがあります。
この現象は、ブリッジ(マイクロコネクション)切断加工を行うことで回避できます。 レーザー切断用にグラフィックスをプログラミングする場合、切断完了後に部品が周囲の素材に貼り付き、脱落しないように、閉じた輪郭がいくつかの点で意図的に切断されます。 これらの切断された点がブリッジ位置です。 ブレークポイント、またはマイクロ結合とも呼ばれます (この名前は、MicroJoint の直訳に由来しています)。 断線距離は0.2~1mm程度であり、シートの厚みに反比例します。 さまざまな角度に基づいて、さまざまな名前が付けられます。輪郭に基づいて、切断されているため、ブレークポイントと呼ばれます。 部品に基づいて、基材に接着されるため、ブリッジまたはマイクロ接続と呼ばれます。
ブリッジはパーツを周囲のマテリアルに接続します。 成熟したプログラミング ソフトウェアでは、輪郭の長さに基づいて適切な数のブリッジを自動的に追加できます。 また、内側と外側の輪郭を区別してブリッジ位置を追加するかどうかを決定することができ、ブリッジ位置のない内側輪郭(廃棄物)は脱落し、ブリッジ位置のある外側輪郭(部品)は母材に接着され、ブリッジ位置が追加されます。 脱落しないので分別作業が不要です。
6. 一般的なエッジカット
隣接するパーツの輪郭が同じ角度の直線の場合、直線にまとめて一度だけカットできます。 これは一般的なエッジカットです。 明らかに、コモンエッジ切断により切断長さが短縮され、加工効率が大幅に向上します。
コモンエッジ切断では、部品の形状が長方形である必要はありません。 以下に示すように。
水色のラインは共通のエッジで、同じエッジでカットすることでカット時間を節約できるだけでなく、ミシン目の数も減らすことができます。 したがって、利点は非常に明白です。 コーエッジカットにより毎日 1.5 時間節約される場合、年間約 500 時間の節約になります。 1 時間あたりの総合コストは 100 元として計算され、年間 50,000 元の追加利益を生み出すことに相当します。 一般的な刃先の切断は、インテリジェントな自動プログラミング ソフトウェアに依存しています。

厚いプレートを切断するには、精度、特殊な工具、細心の注意が必要です。 産業環境でも、工作作業場でも、厚板を正確に切断する能力は、頑丈な構造、複雑なデザイン、信頼性の高いコンポーネントを作成するために極めて重要です。

タッピングと皿穴加工は、製造および建設における基本的なプロセスであり、確実な接続を作成し、材料の構造的完全性を強化し、さまざまな機械部品のスムーズな機能を確保する上で重要な役割を果たします。 これらの技術は、金属加工から木工まで、あらゆる業界で普及しており、最終製品の品質と効率に大きく貢献する多数の用途を提供します。

これらの注目すべきデバイスは生産環境を根本的に再構築し、無数の業界にわたって複雑な部品やコンポーネントの作成において比類のない精度、効率性、多用途性を可能にしました。 CNC フライス盤の進化はまさに革命的であり、デジタル精度の時代を到来させ、物体の概念化と製造方法を変革しました。
ファイバーレーザー切断機への投資は、あらゆる製造業または金属加工業にとって重要な決定です。 これらの機械は、精度、速度、多用途性を備え、さまざまな材料の切断プロセスに革命をもたらします。 ただし、ファイバーレーザー切断機を購入して操作する場合は、利点と同時に安全性を優先することが重要です。

しかし、技術の進歩、世界的な変化、消費者需要の変化の影響を受けて急速に変化する市場では、製造ブローカーは競争力を維持できるのか?という疑問が生じます。

各方法には長所と短所があり、製造プロセスの精度、効率、全体的な成功に影響を与えます。この包括的な調査では、これら 2 つのアプローチを深く掘り下げ、そのニュアンス、利点、限界を分析します。